


Циклоны для линий порошковой окраски
Компания «НПО ПМП Вентиляция» производит и поставляет циклоны для систем рекуперации порошковых окрасочных линий:
Для повышения рентабельности линий порошковой окраски применяются системы рекуперации краски (сбор и возврат неиспользованной краски обратно в линию распыления), что составляет около 30% от общего количества распыленного порошка.
В зависимости от объема распылительной камеры и режима работы, экономия может составить от $2 000 до $50 000 в месяц.









- гладкую шлифованную внутреннюю поверхность;
- оптимальную геометрию для каждой модели в серии;
- оптимальную эффективность и низкое гидравлическое сопротивление;
- эргономичный дизайн;
- пневматическую систему прижима пылесборника (бункера);
- обладают конкурентной ценой по сравнению с аналогичными изделиями мировых производителей.
Вышесказанное позволяет циклонам серии ЦПО успешно конкурировать с аналогичными изделиями таких компаний, как "GEMA" (Швейцария), "Nordson" (США) и ряда других производителей.
Циклоны изготавливаются из углеродистой или нержавеющей стали. В зависимости от производительности линий, имеют модели с расходом воздуха 4 000, 6 000, 8 000, 12 000, 16 000, 18 000, 20 000, 22 000, 24 000 м³ в час. КПД циклонов, на указанных размерах частиц, составляет до 96%.
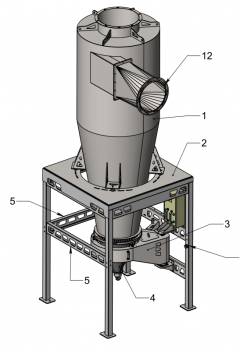
2 – Прямой центральный переход входного патрубка.
3 – Рама Циклона.
4 – Бункер-пылесборник, выполнен в виде конуса.
5 – Рука с интегрированным пневматическим прижимом. По желанию Заказчика пневматический прижим может быть заменен на ручной.
6 – Блок управления (идет в комплекте только с пневматическим прижимом). Блок можно устанавливать дверкой внутрь Рамы или наружу.
7 – Сетчатый фильтр. В фильтре используется нержавеющая тканая сетка с размером ячейки 0,5 мм, диаметр проволоки 0,2 мм.
8 – Фиксирующий упор Руки. Поставляется для удобства использования Циклона. По желанию Заказчика может не включаться в комплект поставки.
9 – Интерфейс для подключения насоса твердой фракции. Может иметь незначительные отличия в зависимости от используемых у Заказчика насосов.
10 – Виброопоры для установки Тела Циклона на Раме (4 шт.).
11 – Шариковый пневмовибратор S-30. Один из вариантов, оптимально подходящий для использования. По желанию Заказчика может быть заменен на аналогичный с заменой крепления на Бункере-пылесборнике.
12 – Перемычки Рамы (2шт.).
13 – Демпферы (2шт.).
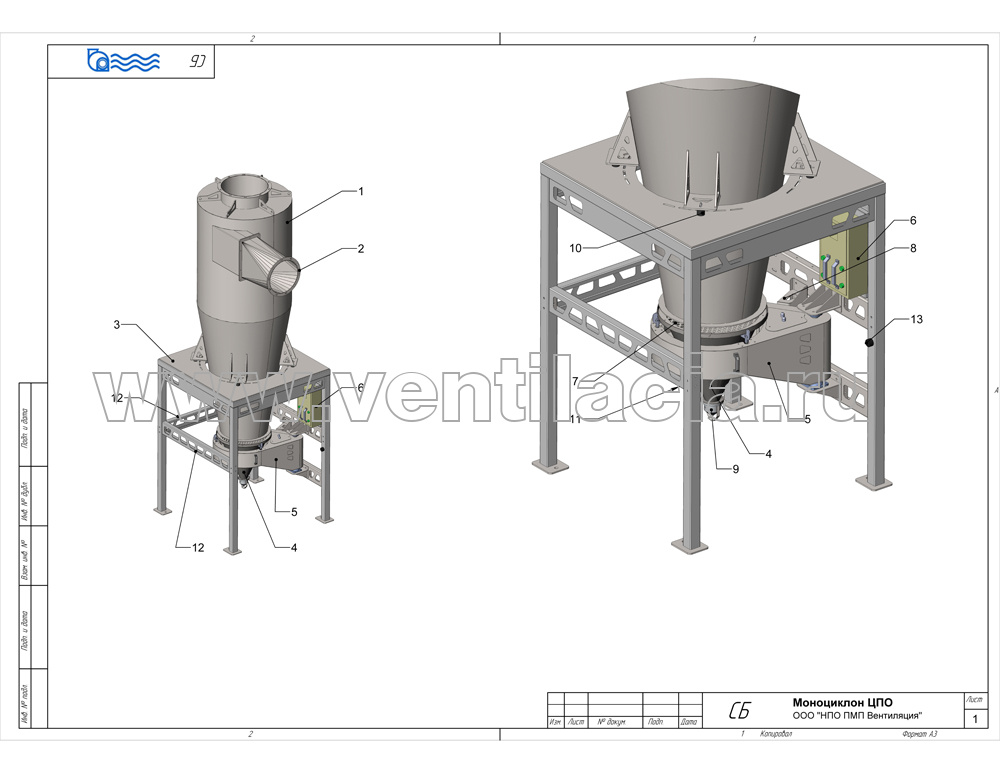 Рисунок 1: Состав Циклона ЦПО-12
Рисунок 1: Состав Циклона ЦПО-12 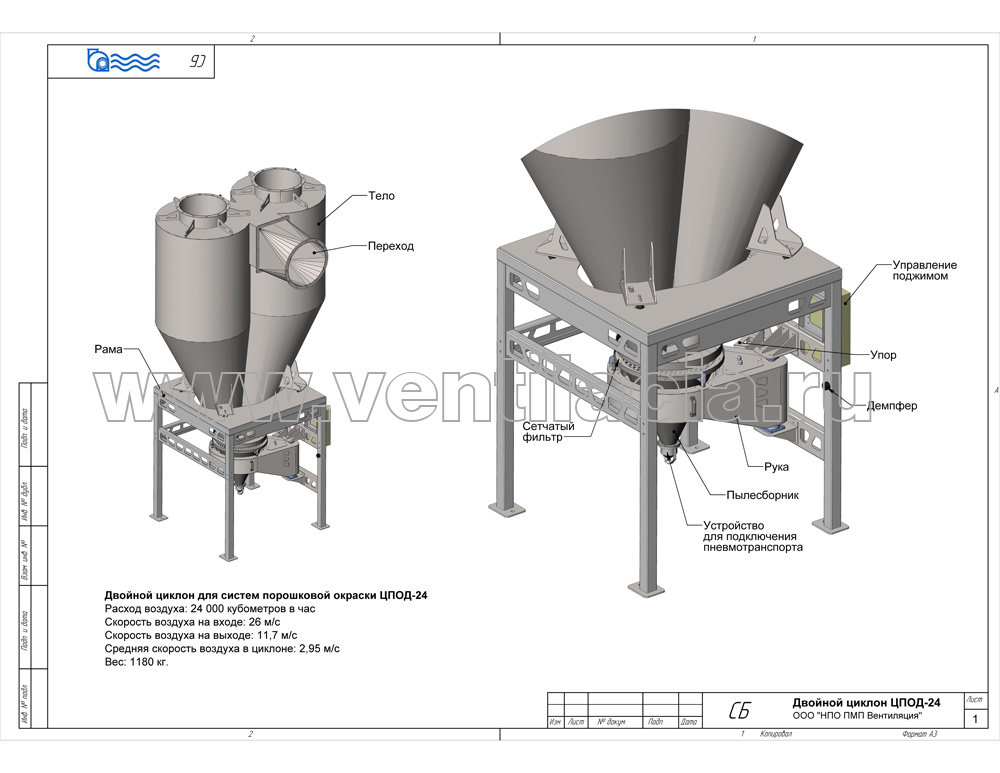 Рисунок 2: Состав Циклона ЦПОД-24
Рисунок 2: Состав Циклона ЦПОД-24 Рама циклона изготавливается из углеродистой листовой стали толщиной 3, 4, 6, 10 мм и профильных квадратных труб из углеродистой стали размером 80х80х5 мм. Рама полностью окрашивается.
Цвет рамы циклона – стандартно RAL 7035, цвет тела циклона – стандартно RAL 9010. По запросу Заказчика цветовая схема может быть изменена.
Бункер циклона и сетчатый фильтр циклона выполнены из нержавеющей стали марки AISI-304 и не окрашивается.
Сборка элементов осуществляется методом аргонно-дуговой и полуавтоматической сварки. Все сварные швы зачищаются, кроме этого, внутренняя поверхность тела циклона шлифуется.
Элементы, выполненные из нержавеющей, стали, дополнительно подвергаются химической обработке. После химической обработки внутренняя поверхность бункера шлифуется.
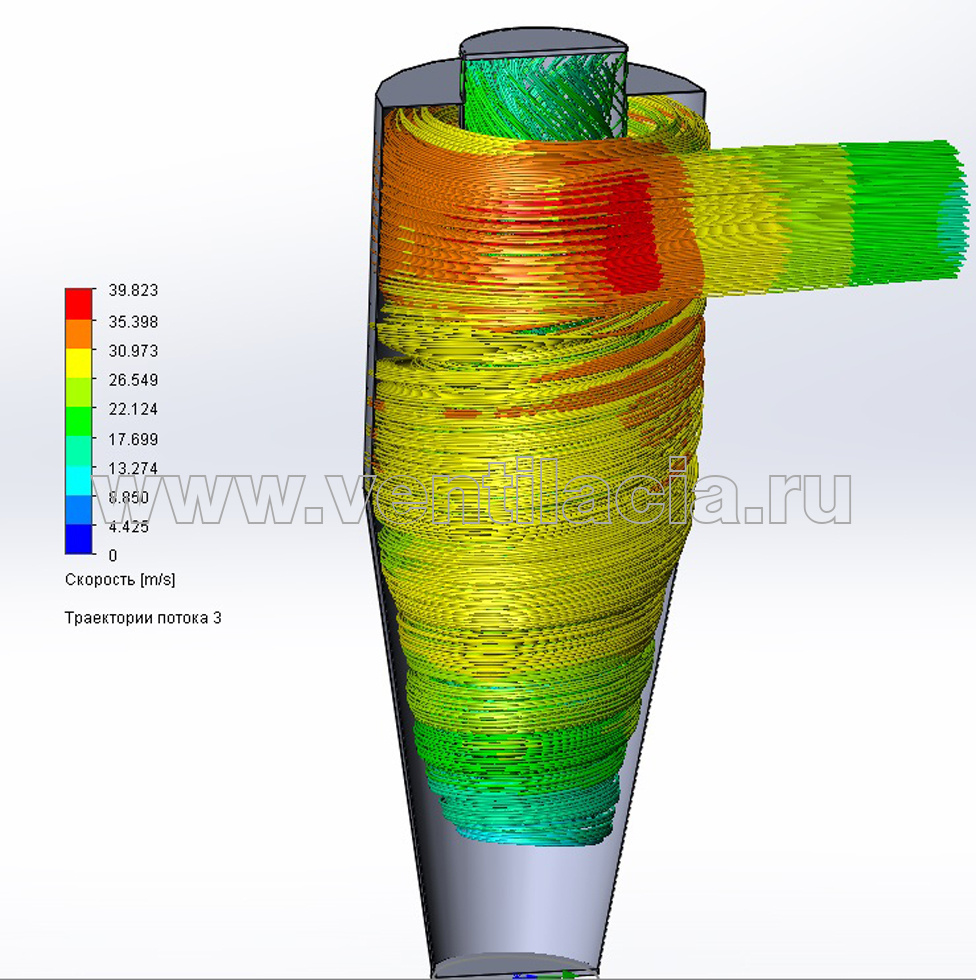
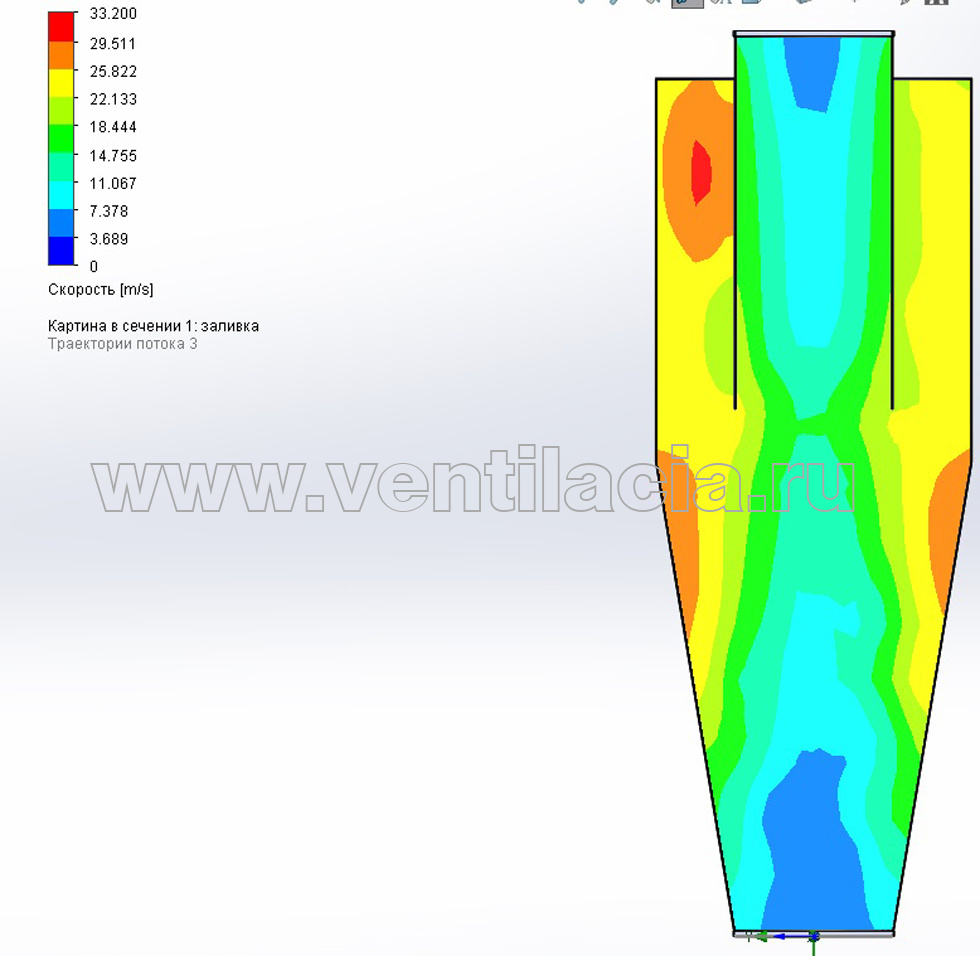
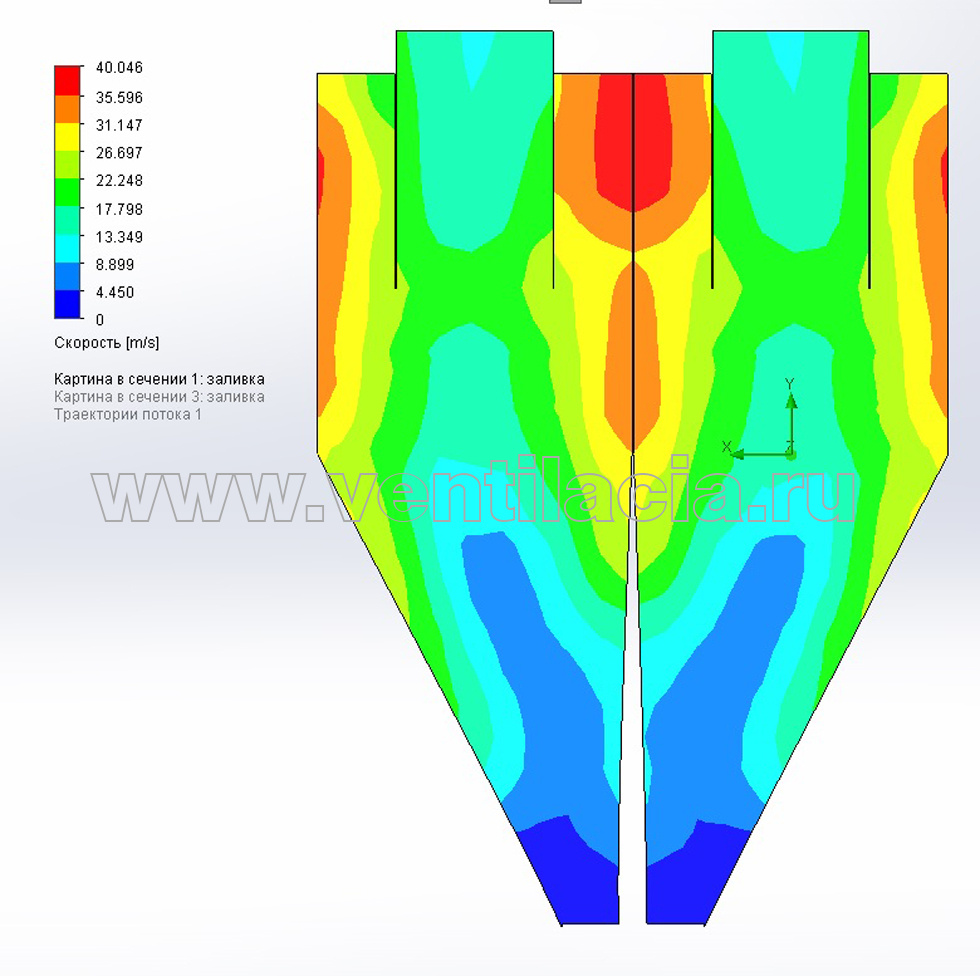
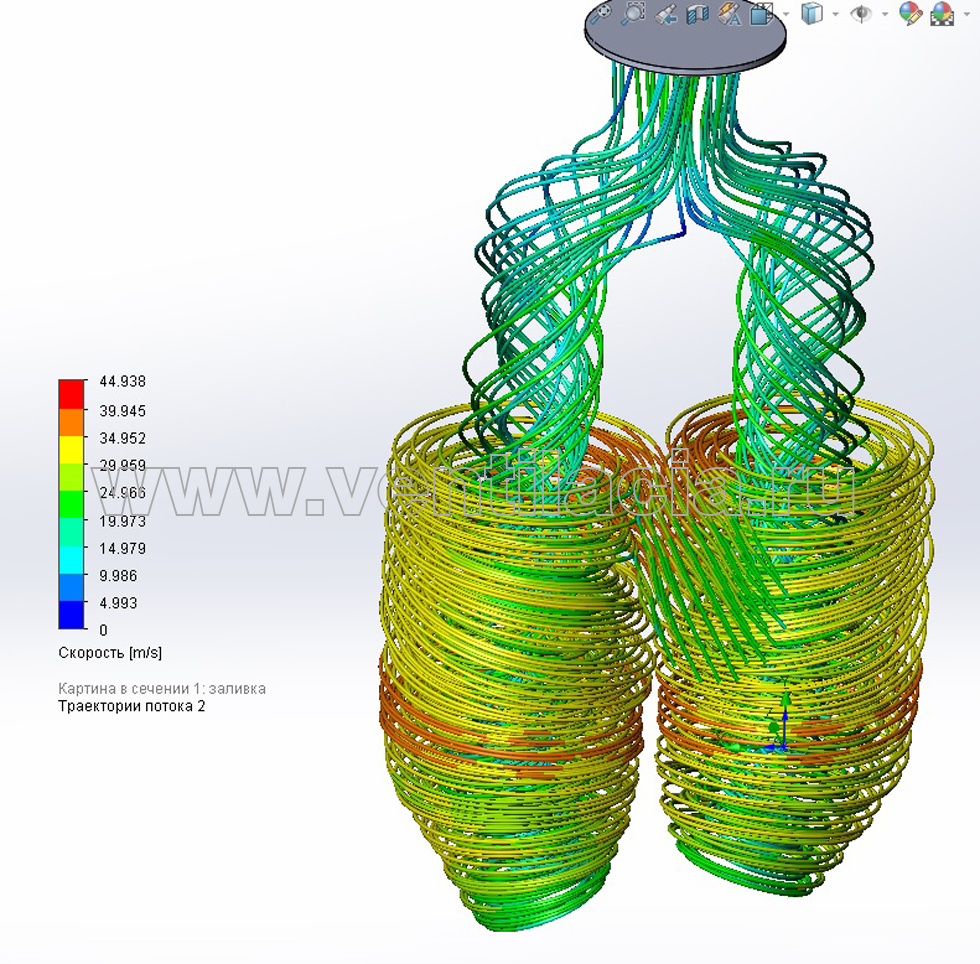
Все модели циклонов серии ЦПО проходили математическое моделирование внутренних процессов. Исходя из этих моделей, физических размеров и расчетных данных подбиралась их оптимальная геометрия.
Расчеты приведены для нормальных условий:
- Давление окружающей среды: 101 325 Па (1 Атм).
- Температура: 20ºС.
- Влажность: 50%.
Чем выше центробежная сила, действующая на частицы краски, тем лучше выделяет циклон краску из воздуха. Центробежная сила зависит от скорости вхождения воздушного потока в циклон. К сожалению, чем выше скорость, с которой частицы краски ударяются и трутся о внутреннюю поверхность циклона, тем сильнее они повреждаются, раскалываясь на более мелкие части.
Если частица краски имеет размер 5 микрон – циклон удерживает ее с вероятностью 40-50%. Такие частицы не могут использоваться в повторном цикле окрашивания, так как не могут получить необходимый статический заряд и удержаться на поверхности окрашиваемой детали. Некоторые типы красок имеют эффект ударного слипания, что тоже зависит от кинетической энергии частиц.
Чем меньше диаметр циклона, тем он более эффективно работает и на меньших скоростях воздушного потока. Это хорошо для небольших покрасочных камер в которых работает один или несколько распылителей. Камеры автоматических линий крупных предприятий требуют большего расхода воздуха, следовательно, нужно использовать более крупный циклон. Увеличение диаметра снижает эффективность, размеры циклона значительно возрастают, требуется применять более мощный вентилятор.
Из-за высоты потолков цеха циклоны приходится занижать по высоте, что отражается негативно на их параметрах. Например, увеличивается крутизна конусной части циклона, что приводит к неудовлетворительному «стеканию» уже выделенных частичек краски в бункер, срыву этого потока со стенок конуса внешним вихрем, возникновению паразитных радиальных потоков из внешнего вихря во внутренний.
Все наши циклоны имеют развитую цилиндрическую и коническую части корпуса, они приблизительно одинаковы по высоте. Существуют конические циклоны, но они имеют более высокое гидравлическое сопротивление, что ведет к перерасходу электроэнергии.
Варианты изменения сечения и геометрии входа циклона показали, что это влияет на скорость воздушного потока при входе в циклон из присоединительного воздуховода. Желательно до изготовления циклона знать диаметр присоединительного воздуховода, который зависит от параметров распылительной камеры. Это позволит сделать оптимальный центральный переход.
Все циклоны имеют вход, вводящий поток воздуха в циклон максимально близко к внешней стенке корпуса по касательной (тангенциальный вход). Эффективность от этого повышается. Можно применить «улиточный» вход, что еще немного повысит эффективность циклона, но существенно усложнит изготовление.
Высота выходной трубы (выхлопа) при уменьшении ее до нуля, снижает эффективность циклона на несколько процентов. Очень длинный выхлоп, до уровня перехода цилиндрического корпуса в конический тоже уменьшает эффективность. Оптимальной является средняя длина выхлопной трубы учитывающая высоту входа.
Уменьшает гидравлическое сопротивление «завихритель» установленный в самом низу выхлопной трубы, но сложность очистки такого механизма при смене краски делает его применение невозможным. Та же проблема очистки циклона при смене краски не позволяет применять батарейные циклоны при больших объемах распылительных камер.
По эпюрам распределения давления и скорости можно определить необходимую величину разряжения на выходе циклона, определить скорость на входе через сечение входного патрубка и расход воздуха. Эти данные помогут определить требуемый тип вентилятора и диаметр соединительных воздуховодов, обеспечивающих необходимый воздушный обмен в камере распыления.
Дополнительно к циклону возможна поставка специальных сварных воздуховодов и распределительных узлов для соединения циклона с распылительной камерой и конечным фильтром. Воздуховоды и узлы изготавливаются из черной стали с шлифовкой изнутри и порошковой окраской снаружи. Возможно изготовление из нержавеющей полированной стали. Воздуховоды могут иметь смотровые люки и люки для ревизии.